- About Us
- Equipment
-
-
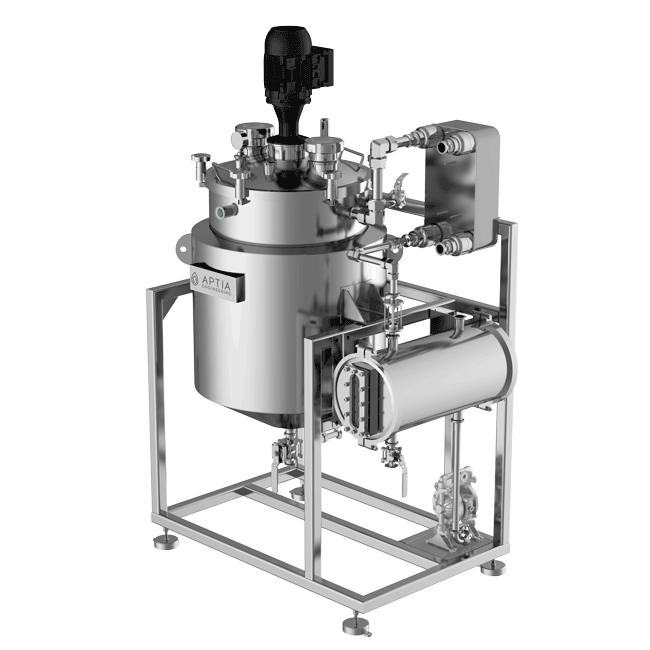
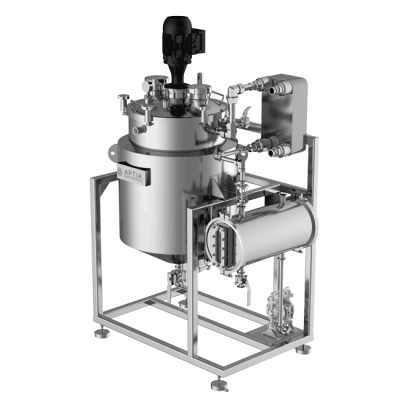
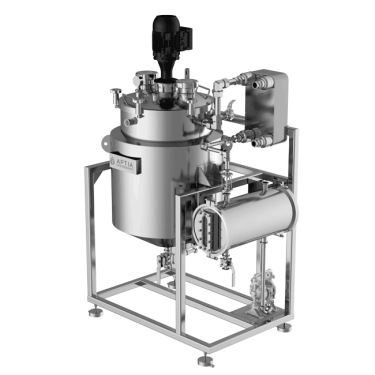
Engineered Processing Solutions.
Specialized equipment designed to support botanical extraction and refinement processes. Designed by engineers for optimal performance.
Browse All Equipment
Custom SolutionsMarkets We Serve
Aptia engineers equipment solutions for a wide range of processes across multiple industries.
Learn More >
-
-
-
- Equipment
- Resources
-
-
Resources for Processors.
Guides and articles written to support processors with the information they need to succeed.
Browse All Resource Articles
-
-
- Contact Us


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}